In April 1994 Methanol Plant placed an order to Turboservice to revamp their synthesis gas compressor operating with the following gas composition: 75.3% H2, 13.6% CO, 7.8% CO2, 3.1% CH4 and 0.2% N2.
The following work schedule was applied :
- Site test of the compressor. This provided data of the actual performance of the compressor and enabled determination of the guarantee point to be quoted by Turboservice.
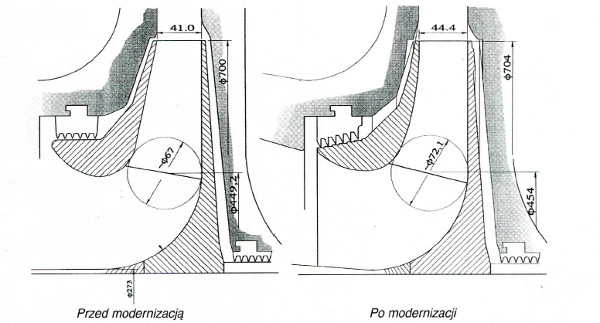
- Compressor geometry measurements were made during normal inspection time as planned by the customer.
- New design of the two seven-stage rotors was produced, accompanied by proper adjustments of the diffusers. The impeller channels were widened and the blade angles were increased. New design of the balance piston and of the labyrinth seals was also produced to decrease the leakage losses. Complete technical documentation was then produced for all designed components.
- Complete compressor rotors were then produced while applying the impellers with vacuum brazed shrouds. The rotor was manufactured in line with API 617 standard and the whole production process was kept within ISO 9001 quality standard.
- Machining of the diffuser adjustments was performed by the customer and supervised by Turboservice.
- Final assembly of the rotors and diffusers was supervised by Turboservice.
- Idle run of the compressor was then utilized for measurement and spectral analysis of the vibrations.
- Acceptance site test of the compressor performance confirmed that the compressor train yielded 10% increase in capacity accompanied by 4 pcts increase in efficiency as compared with its performance prior to the revamp.